- 首页
- 电子ESOP
-
数字工厂

- 管理软件
- 智能设备
工业现场数据采集系统
一、系统概述
针对企业的需求,公司开发了工业数据采集系统,该系统针对工业生产现场进行过程、工艺、故障等流程的监控,并采集各个流程的相关数据,建立过程和数据显示系统,同时为管理、技术支持人员提供基于Web的远程状态和数据浏览功能。所有采集的数据存储在工业数据库,提供过程回放和追溯功能,此外也根据存储数据进行进一步的统计分析功能,为管理人员提供决策分析的数据支持。
系统通过工业总线直接读取PLC等设备的参数,同时通过布设的传感设备、RFID设备来采集工业现场各个作业设备、作业流程及作业环境的数据,如作业设备的作业参数(电流、电压、作业时间、故障)、作业状态(作业、故障、维修、保养)以及现场对温度、湿度等,这些数据经工业总线、光纤或无线网络传送到数据采集服务器,并在数据库服务器中进行存储,采集数据经过发布服务器后可在WEB客户端进行对工业现场实时监控。 调度、管理人员可以通过浏览器远程登录到WEB客户端,对权限范围内的工业现场进行实时监控或获取作业数据。
二、系统结构

三、系统功能
◆将原有多个独立的设备控制系统数据有序整合于同一系统,B/S架构,随时随地通过WEB方式可以对所有关键数据一目了然。
◆数据的实时存储 可以对关键设备关键参数信息可以做到毫秒级存储、高可靠性、高压缩,提供给实时的数据显示和历史趋势分析。
◆支持OPC,ODBC,RS232,DDE等多种接口的通讯,可连接SCADA、DCS、PCS、PLC及各种计量设备和其他软件系统。
◆通过对采集的数据统计分析,及时发现异常情况,并通过现场警示灯、E-mail、手机短消息等方式通知相关人员。保证事故的及时处理。
◆可以将采集到的基础数据按照其他系统的要求进行统计与分析,保证其他系统数据的准确、及时。这些系统包括ERP、MES、QIS等。
◆灵活的系统设置与接口,最小成本满足未来系统拓展。
科创致远数据采集系统
智能制造离不开车间生产数据的支撑。在制造过程中,数控机床不仅是生产工具和设备,更是车间信息网络的节点,通过机床数据的自动化采集、统计、分析和反馈,将结果用于改善制造过程,
将大大提高制造过程的柔性和加工过程的集成性,从而提升产品生产过程的质量和效率。盖勒普MDC系统帮助企业解决了这一难题。
生产数据及设备状态信息采集分析管理系统MDC(Manufacturing Data Collection & Status Management)主要用于采集数控机床和其他生产设备的工作和运行状态数据,实现对设备的监视与控制,
并对采集的数据进行分析处理,也可为MES和ERP等其他软件提供数据支持。MDC系统是机床数据采集系统和机床数据分析处理系统的集成,是具有数据采集,机床监控,数据分析处理,报表输
出等功能的车间应用管理和决策支援系统。
MDC通过与数控系统、PLC系统、以及机床电控部分的智能化集成,实现对机床数据采集部分的自动化执行,不需要操作人员的手动输入,这样保障了数据的实时性和准确性。在采集数据的挖掘方面,
MDC为企业提供了更为专业化的分析和处理,个性化的数据处理和丰富的图形报表展示,对机床和生产相关的关键数据进行统计和分析,如开机率、主轴运转率、主轴负载率、NC运行率、故障率、
设备综合利用率(OEE)、设备生产率、零部件合格率、质量百分比等。精确的数据及时传递并分散到相关流程部门处理,实时引导、响应和报告车间的生产动态,极大提升了解决问题的能力,推进了
企业车间智能制造的进程。对于大部分制造业企业,测量仪器的自动数据采集一直是个令人烦恼的事情,即使仪器已经具有RS232/485等接口,但仍然在使用一边测量,一边手工记录到纸张,最后再输入到PC中处理的方式,
不但工作繁重,同时也无法保证数据的准确性,常常管理人员得到的数据已经是滞后了一两天的数据;而对于现场的不良产品信息及相关的产量数据,如何实现高效率、简洁、实时的数据采集更
是一大难题。采集功能
实时采集来自生产线的产量数据或是不良品的数量、或是生产线的故障类型(如停线、缺料、品质),并传输到数据库系统中;接收来自数据库的信息:如生产计划信息、物料信息等;传输检查工位的不良品名称及数量信息;连接检测仪器,实现检测仪器数字化,数据采集仪自动从测量仪器中获取测量数据,进行记录,分析计算,形成相应的各类图形,对测量结果进行自动判断,如在机械加工零部件的跳动测量,
拉力计拉力曲线的绘制等;采集特点配备RS232、RS485串口,可连接多个检测仪器实现自动数据采集;PLC对接,rf电子标签等配备USB接口,方便数据的输出;配备RJ45接口,可通过网线接入网络;配备VGA视频输出及音频输出接口;内置WIFI模块,可通过无线方式接入,方便现场组网;最大支持32G数据存储空间;配备4.3英寸触摸屏,方便操作;用户可在网络中的任一PC通过接口获取数据,方便进行二次开发;可移动测量,即时传输数据,也可测试完成后,通过网络上传数据;电源连续工作时间6小时,待机时间长达10天;生产现场数据采集在品质过程中的非常重要的一个环节,好的数据采集方案可把品质管理人员从处理数据的繁重工作中解放出来,有更多的时间去解
决实际的品质问题,同时即时的数据采集也使系统真正地实现实时监控,尽早发现问题,避免更大的损失。支持市场上常见的控制器和通讯协议。并且针对不同的现场可定制开发,来满足通讯要求,通过对现场设备系统集成,打通生产现场过程控制层与企业运营管理层间的联系,并对关键设备联网改造,
实现设备层、信息管理系统的数据交互,实现对产品、生产进度、生产效率、质量信息、设备运行等管理过程的可视化、数字化、智能化改善,提高生产效率和产品质量、降低生产成本和能耗,打造
生产过程数字化管控能力,以支撑公司精益生产优势,进而提升企业生产制造的网络化、数字化、智能化水平,逐步实现智能制造。应用需求数据采集:构建全厂数据集成平台,实现设备互联与数据实时采集,提供全厂数据的统一存储管理和统一数据服务,实现生产数据的可视化展示。设备联网:洗瓶设备、灭菌设备、冻干工具、反应器、检测设备等大部分设备没有联网,处于信息孤岛。设备状态监控:设备运行状态不能远程监控,生产过程中的关键工艺参数不能自动采集。报表管理:报表管理没有高级的管理系统支持,停留在Excel的方式管理阶段。可视化展示:现场生产状态信息透明度低,管理人员无法远程监控生产情况。
 效益分析
效益分析


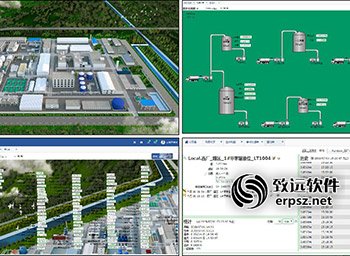 系统优势生产可视化生产计划完成情况、生产工艺执行情况、设备运行状态等生产过程实现可视化、透明化,自动生成各类生产报表,强化现场管理。异常及时监控生产过程可实现远程实时监控,并可对接视频系统,及时发现生产异常。风险预控参数超限预警信息钉钉、邮件、微信、短信等方式通知,及时发现风险,提高企业安全管理。多端访问支持PC、手机端、iPad等访问,监控。自动上载更换产品时,产品配方及工艺参数自动上载到设备控制器中。广泛适用同时适用于市面常见控制器品牌和通讯协议。停机运行设备可在不停机的状态下进行通讯改造,不影响生产。直接读取系统可直接读取设备控制器通讯协议,无需设备原厂家提供控制程序。数据交互支持M2M功能,使各个孤岛的设备完成数据交互。断网恢复在断网的情况下支持本地缓存,网络恢复后将数据再上传,保证了数据的完整性。配套数据库配套工业实时数据库,支持海量数据更新。支持远程运维支持远程运维。多种支持支持OPC UA、WEBSERVICE、MQTT、BACnet等常见通讯。本地+云端部署支持本地部署和云端部署。专业服务专业服务于智能工厂和企业信息化。
系统优势生产可视化生产计划完成情况、生产工艺执行情况、设备运行状态等生产过程实现可视化、透明化,自动生成各类生产报表,强化现场管理。异常及时监控生产过程可实现远程实时监控,并可对接视频系统,及时发现生产异常。风险预控参数超限预警信息钉钉、邮件、微信、短信等方式通知,及时发现风险,提高企业安全管理。多端访问支持PC、手机端、iPad等访问,监控。自动上载更换产品时,产品配方及工艺参数自动上载到设备控制器中。广泛适用同时适用于市面常见控制器品牌和通讯协议。停机运行设备可在不停机的状态下进行通讯改造,不影响生产。直接读取系统可直接读取设备控制器通讯协议,无需设备原厂家提供控制程序。数据交互支持M2M功能,使各个孤岛的设备完成数据交互。断网恢复在断网的情况下支持本地缓存,网络恢复后将数据再上传,保证了数据的完整性。配套数据库配套工业实时数据库,支持海量数据更新。支持远程运维支持远程运维。多种支持支持OPC UA、WEBSERVICE、MQTT、BACnet等常见通讯。本地+云端部署支持本地部署和云端部署。专业服务专业服务于智能工厂和企业信息化。




- 管理软件

 产品方案
产品方案  预约演示
预约演示  价格咨询
价格咨询